不锈钢氩弧焊药芯焊丝立焊(3G焊)教程
发布:vdianqihanpeixun浏览:4538次
白钢打底时候通常都采用实芯焊丝氩弧焊接打底的方法加内部充氩保护的方法,这种方法虽然可以使用。但是,随着管线长度的增大,氩气冲氩密度会随着降低造成气体虽然很大但是里面的密闭空间充氩慢。因此,使用药芯免氩焊丝打底完全可以避免冲氩的步骤。
白钢氩弧药芯焊丝 也是自保焊丝的一种,如TGF308 这类焊材标号相对于实心的ER开头的焊丝,内部充满了药粉。焊丝铁水量很少,和普通实心打底焊接有很大的区别,这种焊丝内部的的药粉占很大的比例。在建立融池后,铁水和药渣一起流动。焊缝融池不好观察,在焊接时候不能采用实心氩弧焊丝的单边点送丝焊接了。
药芯不锈钢打底焊丝工艺的维护机理是,反面焊缝运用焊丝药粉发生的融渣和其合金成份的冶金来进行反应,外坡口焊缝依托氩+渣进行保护。

应留意以下操作要点:焊接过程中,钨极. 焊把 焊缝焊丝之间保持正确的夹角,焊把喷嘴前夹角为70°-80°,焊丝与焊件夹角为15°-20°,正确操控焊缝温度。
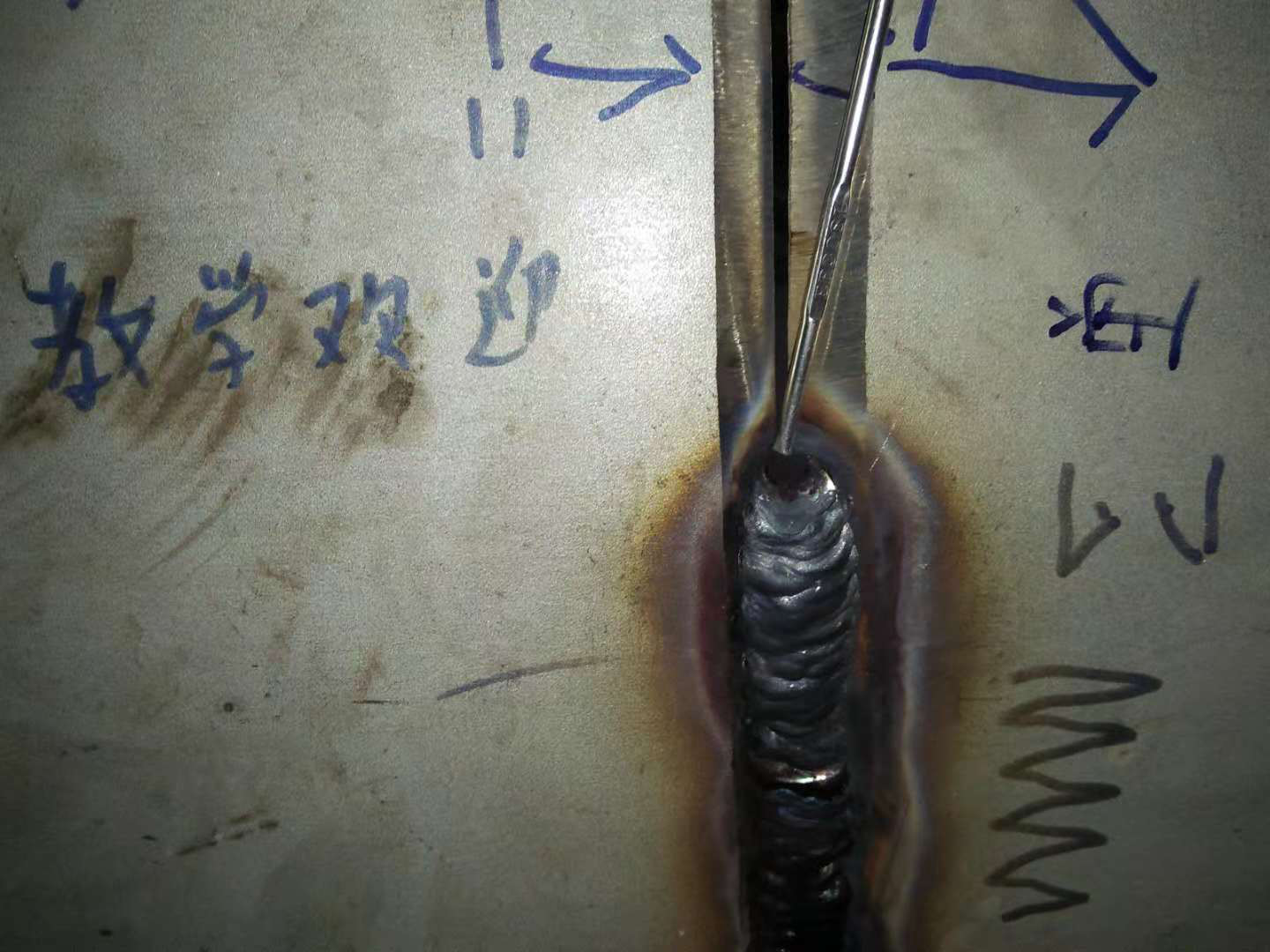
操作时,电流应比焊实芯焊丝时稍大,焊把应作锯齿摆动,以使铁水和药皮分离,便于调查铁水和内部坡口是否焊透;送焊丝时,最好送到融池的一半,并向内稍压低一下,两边点一下。以此手法来确保根部焊透、并避免呈现内凹未焊透。
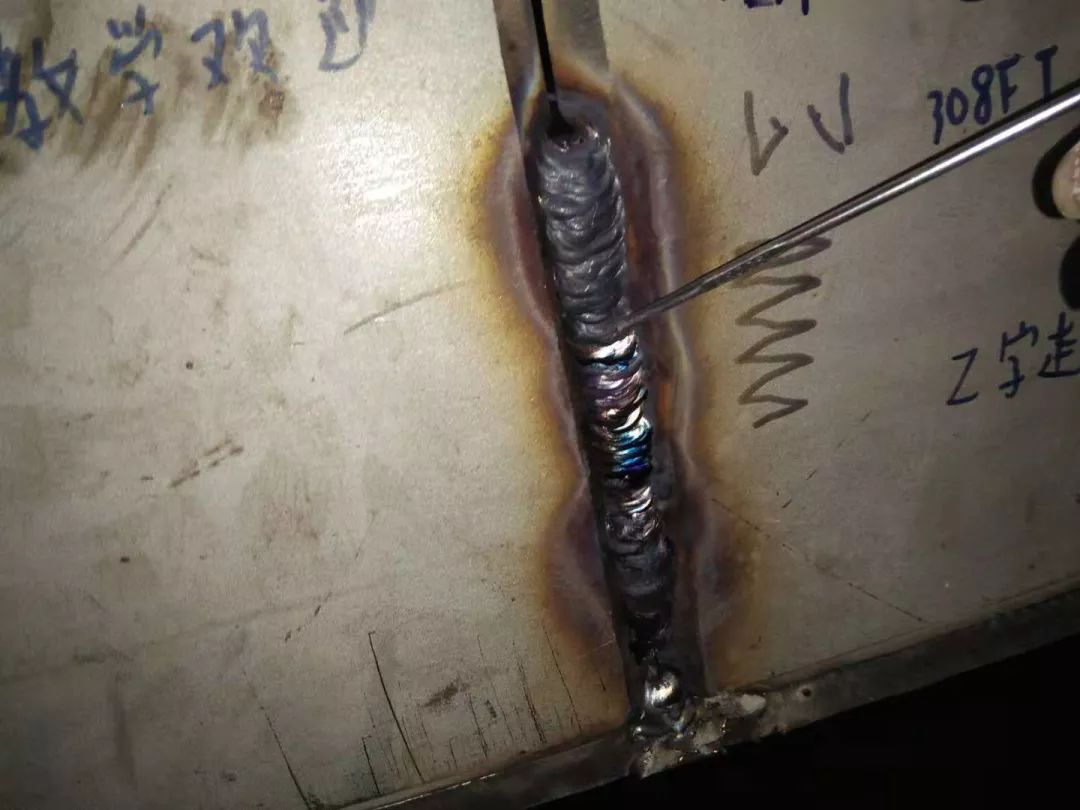
焊接过程中,焊丝应有规矩的送入、取出,并确保焊丝一直处于氩气的维护下,以免焊丝端部被氧化,影响焊接质量;留意起弧、收弧处的弧坑。起弧在焊缝坡口一边。收弧时应留意发生弧坑、 避免缩孔等缺点。
使用药芯焊丝打底焊,焊缝里面不必通氩气,焊工焊接方便具有高效、低成本的特点。
(文章来源于网络,版权属原作者所有,如有侵权请联系删除)
- 上一条信息:老师傅教你二氧化碳横焊焊接...
- 下一条信息:如何保护长期注视焊烧的眼睛?答...
- |返回列表
