钨极氩弧焊基础知识介绍(二)
发布:vdianqihanpeixun浏览:6408次
TIG保护气体
氩气;氦气;氩气+氦气;氩气+氢气;氩气+氮气
氩气的优点
产生光滑而平静的电弧、对AC具有很好的清洁作用、气源充分成本低、能够使用较小的流动速度、较好地抵抗横向吹风。
氦气的优点
热影响区小、电弧传热性是氩气的1.7倍、氦气和氩气+氦气混合气适用于:较厚的型材、具有高熔点的材料、焊接速度较快的场合。
氢气的优点
(氢气不能单独使用,要与氩气或者氦气按比例混合使用)
进一步收缩电弧、焊缝更加清洁、行走速度快,深宽比大,主要用于焊接奥氏体不锈钢和一些镍基合金钢。
注:氢气的加入增加了氢裂和孔隙的可能性,他尤其实在多道焊接中更是如此。
氮气的优点:
能量更加集中于焊件、尤其适合焊接铜及铜合金。
注:保护气体中加入氮气后,不能用于焊接铁素体材料,以为在焊缝中会产生氮的积累,这将造成焊缝失去强度并引起孔隙。
TIG焊接选用钨极作为焊接电极,钨极的熔点3410℃,沸点5900℃。常用钨极有纯钨、钍钨和铈钨,其中钍钨在电极中加入1-2%的氧化钍,具有微量的放射性元素钍,应用上受到一定的限制。

适用于DC-、小电流焊接薄板和弯边对接焊缝,电弧稳定焊缝成形较窄但是不适合某些镍基合金薄板不加丝的平面对接街头,当钨极磨的越尖时咬边、弧坑等倾向也越加严重。
适用于交流电源焊接铝、镁合金,当直流正接时电弧不稳定
适用于直流正接、电弧较集中、燃烧稳定焊缝成型好。
DC-焊接过程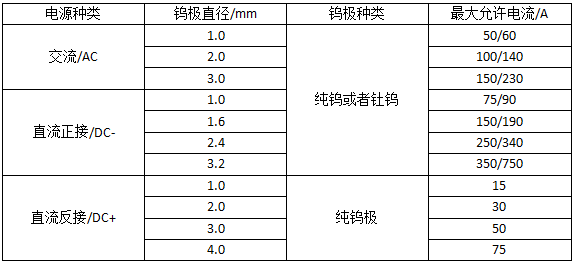
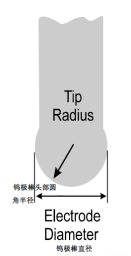
钨极棒的制备
将钨极棒打磨值头部成锥形,锥形长度为钨极棒直径的2-3倍,切勿将其磨成尖角,磨痕与钨极棒方向一致。(如下图所示)

AC焊接过程
ACTIG焊接过程所要求的钨极棒头部形状为球形或者半球形,该球为钨极棒直径的1-1.5倍。
喷嘴由陶瓷材料制作、绝缘耐热性能好。
喷嘴的结构为圆柱形或者稍微收敛型保护效果较好,扩散型喷嘴气体保护效果较差。喷嘴内经过小,妖气流量过大,易形成紊流。反之则缺乏挺度,都不会是保护变差。氩气流量应随喷嘴大小变化,钨极伸出长度过长,保护效果差,过短影响实现操作不便。喷嘴内径8mm,钨极伸出3-6mm,喷嘴内径10mm,钨极伸出4-8mm。
不同内经的圆柱形跑呢最的层流上限值

1.油污,采用有机溶剂(汽油、丙酮)擦洗,再用清水擦洗,最后擦干或者烘干;
2.氧化物氧化膜:采用机械打磨,是坡口及两侧露出金属光泽,铝、镁机器合金表面清理也可以用化学清理。
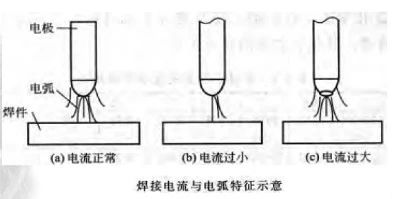
焊接电流过小,电弧在钨极的单边,并有飘动现象。焊接电流过大,钨极端部发热,钨极融化部分容易脱落,形成夹钨缺陷,且电弧不稳焊接质量差。