焊条电弧焊的基本知识(二)
发布:vdianqihanpeixun浏览:7231次




优点:易掌握,不受焊条端部清洁情况(有无熔渣)限制。
缺点:操作不熟练时,易损伤焊件。
工作要领:类似划火柴。先将焊条端部对准焊缝,然后将手腕扭转,使焊条在焊件表面上轻轻划擦,划的长度以20~30mm为佳,以减少对工件表面的损伤,然后将手腕扭平后迅速将焊条提起,使弧长约为所用焊条外径1.5倍,作“预热”动作(即停留片刻),其弧长不变,预热后将电弧压短至与所用焊条直径相符。在始焊点作适量横向摆动,且在起焊处稳弧(即稍停片刻)以形成熔池后进行正常焊接,如图(a)所示。
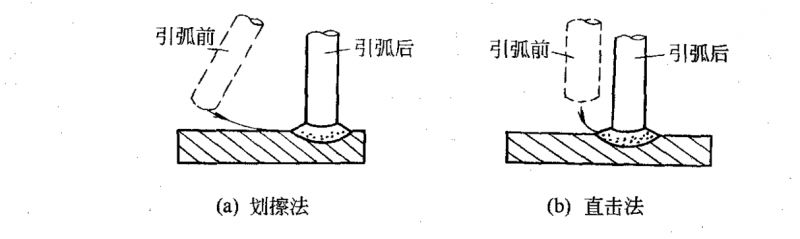
优点:直击法是一种理想的引弧方法。适用于各种位置引弧,不易碰伤工件。
缺点:受焊条端部清洁情况限制,用力过猛时药皮易大块脱落,造成暂时性偏吹,操作不熟练时易粘于工件表面。
操作要领:焊条垂直于焊件,使焊条末端对准焊缝,然后将手腕下弯,使焊条轻碰焊件,引燃后,手腕放平,迅速将焊条提起,使弧长约为焊条外径1.5倍,稍作“预热”后,压低电弧,使弧长与焊条内径相等,且焊条横向摆动,待形成熔池后向前移动,如图(b)所示。

1、条的送进;
2、条的纵向移动;
3、条的横向摆动;
4、条角度(如图2所示)

图1
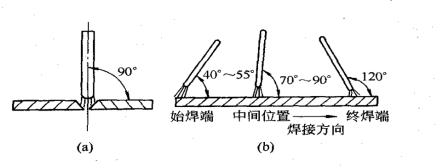
图2

焊条电弧焊时,由于受到焊条长度的限制或操作姿势的变化,不可能一根焊条完成一条焊缝,因而出现了焊道前后两段的连接。焊道连接一般有以下几种方式。
1.焊焊缝的起头与先焊焊缝结尾相接,如图3(a)所示。
2.后焊焊缝的起头与先焊焊缝起头相接,如图3(b)所示。
3.焊焊缝的结尾与先焊焊缝结尾相接,如图3(c)所示。
4.焊焊缝结尾与先焊焊缝起头相接,如图3(d)所示。


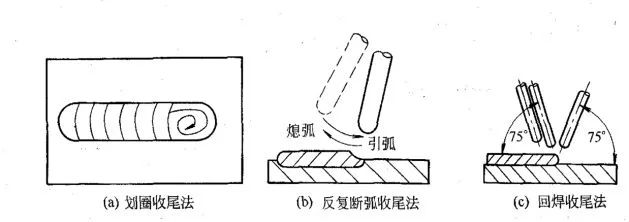
(1) 划圈收尾法;
(2)反复断弧收尾法;
(3)回焊收尾法。

1、焊接时要注意对熔池的观察,熔池的亮度反映熔池的温度,熔池的大小反映焊缝的宽窄;注意对熔渣和熔化金属的分辨。
2、焊道的起头、运条、连接和收尾的方法要正确。
3、正确使用焊接设备,调节焊接电流。
4、焊接的起头和连接处基本平滑,元局部过高、过宽现象,收尾处无缺陷。
5、焊波均匀,无任何焊缝缺陷。
6、焊后焊件无引弧痕迹。
7、训练时注意安全,焊后工件及焊条头应妥善保管或放好,以免烫伤。
8、为了延长弧焊电源的使用寿命,调节电流时应在空载状态下进行,调节极性时应在焊接电源未闭合状态下进行。
9、在实习场所周围应设置有灭火器材。
10、操作时必须穿戴好工作服、脚盖和手套等防护用品。
11、必须戴防护遮光面罩,以防电弧灼伤眼睛。
12、弧焊电源外壳必须有良好的接地或接零,焊钳绝缘手柄必须完整无缺平角焊、平对接焊等接角方式及焊条角度。
