焊接飞溅的形成的原因和消除方法
发布:vdianqihanpeixun浏览:4653次
在CO2焊接过程中,熔化的金属颗粒和熔渣常常发生向周围飞散的现象。

CO2焊时的飞溅形式如图所示。从中可以看到大致有三种,一为由短路引起的飞溅;二为由气体析出引起的飞溅;三为由自由过渡时引起的飞溅。
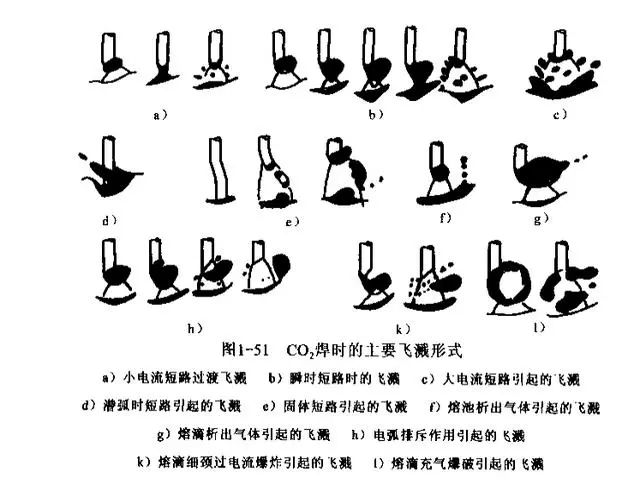
在熔滴短路的后期形成金属小桥,由于电爆炸引起的飞溅,也称正常短路飞溅。这种飞溅在小电流时很细小,飞溅量也少,如图a。
在电流较大时,常常发生瞬时短路,即在短路前期形成液体金属小桥,往往引起较大的电爆炸飞溅,如图b。
在大电流时,回路电感较小,一旦短路易造成熔滴与熔池的强烈的飞溅,如图c。
在大电流、粗焊丝和低电压条件下,往往为潜弧焊,一旦发生短路,往往将熔池中的钢液冲出而形成飞溅,如图d。
由于引弧或送丝过快将造成焊丝与熔池固体短路,这时焊丝可能发生成段爆断,引起飞溅,如图e。
焊接时由冶金因素引起,在熔池和熔滴中充满CO2(或CO)气体,由于内压力过大而引起气体逸出或爆破,常常伴随着飞溅,如图f和g。
在自由过渡中,由于CO2电弧的收缩作用,电弧集中作用在熔滴的底部而引起熔滴偏离焊丝轴线,使得熔滴脱落时以旋转形式飞离或在熔滴与焊丝间的细颈通以较大电流而爆炸,从而出现图h、k中的飞溅形式。

CO2焊飞溅产生的原因与减小措施
飞溅是CO2焊接时的主要工艺问题之一。产生飞溅主要有两个途径,一为短路小桥电爆炸而引起的飞溅;另一为冶金因素而引起的飞溅。
前苏联学者宾丘克试验发现,在短路小桥中通过大电流时,短路小桥将发生过热爆炸,而产生一飞溅。其能量是在爆炸前的100~150us时间内积聚起来的。这种电爆炸飞溅,在正常短路时(短路时间>2ms )短路小桥发生在焊丝与熔滴之间(如图a所示),小桥破坏时大量液体被推向熔池,只有少量的细小的熔滴成为飞溅。通常短路电流峰值小时飞溅较小:相反,该值大时飞溅较大。而瞬时短路时〔短路时间《2ms),短路小桥发生在熔滴与熔池之间(如图b所示),小桥过热爆炸时,该爆炸力将熔滴金属抛向四方,常常产生较大颗粒的飞溅,这种飞溅易粘附在工件表面上,而难以清除,甚至破坏工件表面的光洁度。显然,这种电爆炸飞溅的减少途径,首先应避免瞬时短路,即在短路前期,减小电流(如抑制短路电流的上升速度)。其次减小正常短路的峰值电流。常常是降低短路电流上升速度,还有在短路后期迅速降低短路电流,而依靠金属表面张力拉断小桥,这时将实现无飞溅过渡。
另一种由气体逸出甚至爆破而引起的飞溅往往与焊接冶金过程的特点有关。减少措施为采用脱氧焊丝,应含有足够的硅、锰元素,要求高时还可使用含有铝和钛的焊丝。它们可抑制CO气体的生成。另外,应注意焊丝与工件表面的清理、注意除锈和除油污。

(文章来源于网络,版权属原作者所有,如有侵权请联系删除)
- 上一条信息:铝合金焊接注意事项...
- 下一条信息:管道管板对接焊手工焊教程...
- |返回列表
