6G耐热合金钢氩弧焊打底
发布:vdianqihanpeixun浏览:4560次
管道焊接位置中6G属于最高难度的项目。这个位置焊接过程中很大区别在于位置正好处在横焊和固定口焊接角度之间。既有横焊上内咬边缺陷,又兼具固定口位置的角度转换。而在这个位置中尤其是以锅炉用的珠光耐热体合金钢材质最难焊接。
今天我们以12Cr1MoV材质管加R31焊丝焊接来解读这类焊接位置和材质的难点和要领。
首先我们看焊材,选用瑞奥牌的R31(氩弧焊丝)对应国标牌号ER55B2MnV。该种材料使用在工作温度在540℃以下的锅炉蒸汽管道、石油反应设备等高温合成设备及化工机械。
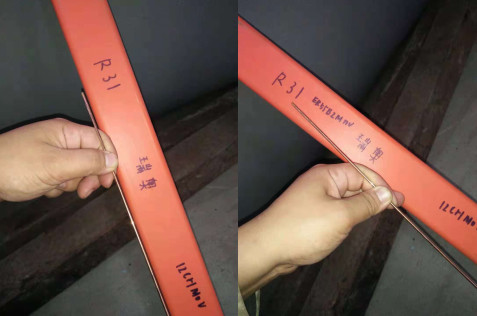
图1.焊接材料
不同于碳钢的使用性质要求,这类材质在构成上合金成份很多,特别大口厚度超大焊接时候,还要进行焊缝的热处理。在焊接组口前,必须把焊缝预留4mm以上的间隙。这类材质只能使用内填丝别的没有办法。另外在焊口的打磨过程中容易产生磁化,焊接时容易引起磁偏吹现象,这个需要大家注意。
图2.坡口拼装间隙
打底采用电流比碳钢要高才能让铁水进行坡口过度,焊接角度钨极夹角在6点以下位置用垂直角度。焊接到3点位置时候角度放到70度左右,焊接到爬坡位置可以再放小角度。上半截因为铁水的自重容易产生背面疙瘩,可以采用半内送丝。过搭桥点时候,必须切掉点重新焊接。不能采用重融法。因为温度过高会造成合金元素烧损造成裂纹缺陷。
起弧点位置错开6点稍微后移一点。收弧位置过12点位置多一点。保证每次都能错开壁厚的三分之一。
(文章来源于网络,版权属原作者所有,如有侵权请联系删除)
- 上一条信息:管道内壁错口,氩弧焊如何焊接?...
- 下一条信息:铝合金焊接注意事项...
- |返回列表
