钨极氩弧焊基础知识介绍(一)
发布:vdianqihanpeixun浏览:6913次
钨极惰性气体电弧焊(TIG焊)电极为非熔化极的钨;惰性保护气体(氩气、氦气);使用恒流“CC”特性的电源。
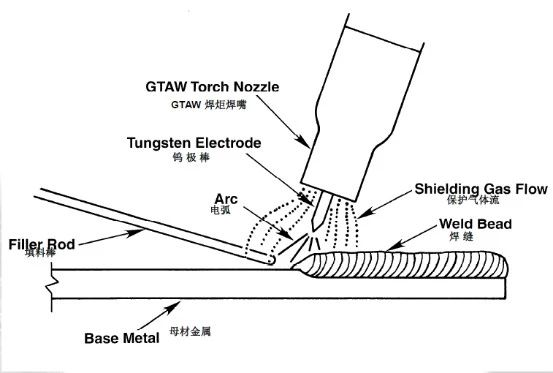
工作原理
在TIG焊接技术中,再不熔化的钨电极与母材之间产生电弧,利用氩气等惰性气体把熔融金属与空气隔离开以起保护作用,利用电弧产生的高热量把母材进行融化从而连结在一起。
特点
高质量焊缝,实现全位置焊接,适用于多种金属材料,适用于薄材焊接,没有焊渣和飞溅。
要求携带相关的设备(保护气气瓶和软管),不宜在室外进行焊接、要求木材赶紧、熔敷效率低、对操作者要求较高。
电源种类与极性选择

钨极接负极,焊件接正极
热量集中在工件上,焊缝熔深深而窄,钨极能够承载较大的焊接电流(3mm钨极可以承受400A的电流),适用于低碳钢、不锈钢、耐热钢、钛合金、低合金高强钢的焊接。

钨极接正极、焊件接负极
热量集中于钨极棒,钨极损耗快,寿命短,熔深浅具有氧化清洗的作用,钨极电流承载量小(3mm钨极可以承受120A电流),电弧稳定性较差,一般很少使用。
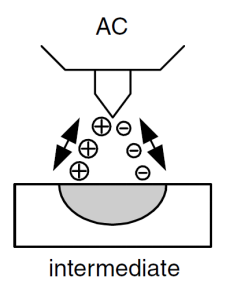
50% 的热量集中于板材,50%的热量集中在钨极棒上,中等熔深,每半个工作周期清除氧化膜一次,钨极了承载的电流,3mm钨极可以承受的225A电流,适用于焊接铝、镁及其合金。
氩弧焊的除氧化层的能力(只有直流反接与交流电的时候才具有这方面的能力)其清洗机理如下图
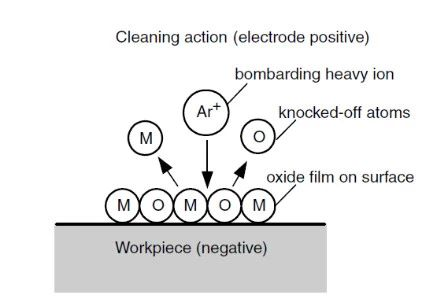
保护气体在电弧作用下分解成带点离子,此时 保护气体的正离子,会轰击并破坏金属表面氧化层,从而产生新的金属表层,因此对于像铝合金、镁合金等极易产生氧化层的金属需要用直流反接或者交流电源进行焊接。
(文章来源于网络,版权属原作者所有,如有侵权请联系删除)
- 上一条信息:钨极氩弧焊基础知识介绍(二)...
- 下一条信息:氩弧焊摇把焊打底及盖面的操作手...
- |返回列表
