焊条电弧焊的基本知识(一)
发布:vdianqihanpeixun浏览:6612次
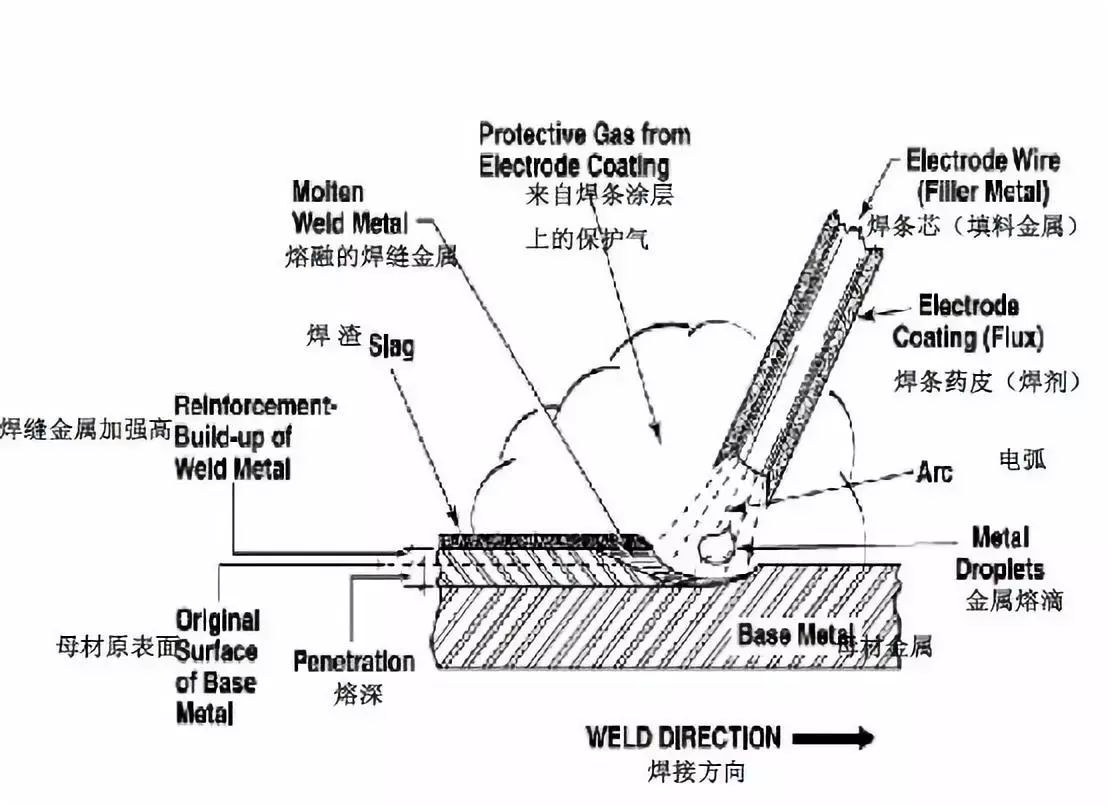
通过焊条和母材件的电弧所产生的热量来熔化焊接材料和母材,达到连接金属的目的。熔敷金属和焊渣的形成,焊渣轻于液态金属表面,上浮至熔池的表面。
交流(AC)、直流(DC)
正接、反接(针对于直流电源来说的)
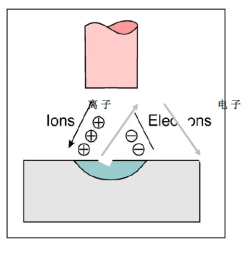
正接:焊接件接电源正极,焊条接电源负极的接线方法(热量集中在焊条端,熔深浅,适用于薄板快速焊接)
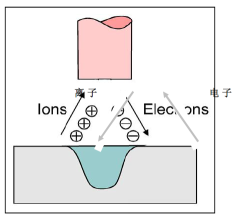
反接:焊件接电源负极,焊条接电源正极的接线方法(热量集中的工件,焊接熔深深,电弧挺度强)
极性的选择原则:碱性焊条常采用直流反接,否则电弧燃烧不稳定,飞溅严重,噪声大,酸性焊条使用直流电源时通常采用直流正接。
AC电源极性(中等熔深、中等焊速)
电焊条的电流的选择一般要根据焊条直径、板厚、以及焊接位置,焊接坡口、药皮类型等多方面因素来确定。


以上参数均为平焊建议值,实际焊接是应该进行焊接工艺评定及工艺参数进行试验确定,根据实际情况确定最终的参数。
平焊位置的时候焊接电流与焊条直径的关系可以通过经验公式去确定I=D*D*12±15,其中I为焊接电流(A),D为焊条直径(mm)。此公式为经验公式,所得的电流值为经验值,焊接操作者可根据实际情况进行调整。
对于平焊、角焊一般选择上限值,而对于立焊、仰焊或者薄板的焊接电流选择下限值。
立焊、横焊应该比平焊时小10%-15%,仰焊时的电流应该比平焊时的电流小15%-20%,角焊缝焊接时电流要比平焊时的电流大一些。
打底焊及单面焊双面成型,使用的电流要小一些,碱性焊条选用的电流比酸性焊条小10%左右。不锈钢焊条比碳钢焊条需用的焊接电流小10%左右。
电弧电压取决于弧长,电弧长则电弧电压高;反之则低。在焊接过程中,应尽量保持弧长稳定,而且尽可能用短弧焊接,所谓短弧是指弧长是焊条直径的0.5-1.0倍,超过这个限度即为长弧。
(文章来源于网络,版权属原作者所有,如有侵权请联系删除)
- 上一条信息:焊条电弧焊的基本知识(二)...
- 下一条信息:钨极氩弧焊基础知识介绍(二)...
- |返回列表
